
一、杀菌方法
在乳品和饮品生产过程中,杀菌是非常重要的必需工艺,杀菌有以下三种方式:
1、巴氏杀菌(简称LTLT):指低温长时间保留的杀菌法,采用保温缸进行杀菌,是将牛奶加热到62-65℃,保持30分钟后急速冷却到4~5℃。采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%-99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌占多数的是乳酸菌,乳酸菌不但对人无害反而有益健康。因为所需时间长,杀菌效果不够理想,所以生产上较少采用,保质期约3-5天,最长不超过15天。典型产品为保鲜乳(消毒乳)。
2、高温短时杀菌法(简称HTST):杀菌温度一般在100℃以下,将牛奶加热到75-90℃,一般85℃,保持15-16秒,其杀菌时间更短,工作效率更高。但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。典型产品为保鲜乳。
3、超高温瞬时杀菌法(简称UHT):是指在130°C -140°C温度下,进行4-15秒的瞬间灭菌处理、完全破坏其中可生长的微生物和芽孢,最大程度地保持牛奶中的营养成分,并在无菌状态下灌装,无需添加任何防腐剂,可进行长时间保存而不变质。典型产品为常温液态奶,保质期为6个月。
二、杀菌工艺和设备说明
在乳品、果汁饮料、清凉饮料以及啤酒、冰淇淋的生产中,广泛应用高温短时(HTST)和超高温(UHT)杀菌,设备为板式换热器居多。这种设备适宜于热敏性物料的杀菌 由于换热流体可以高速在薄层通过,实现高温或超高温瞬时杀菌。
1、超高温瞬时(UHT)板式杀菌装置
下图所示的是英国的APV超高温瞬时板式杀菌装置。其组成与HTST装置相同,区别之处为杀菌温度不同,即130~1500C,加热0.4~4s,能杀灭耐热性芽胞和细菌。
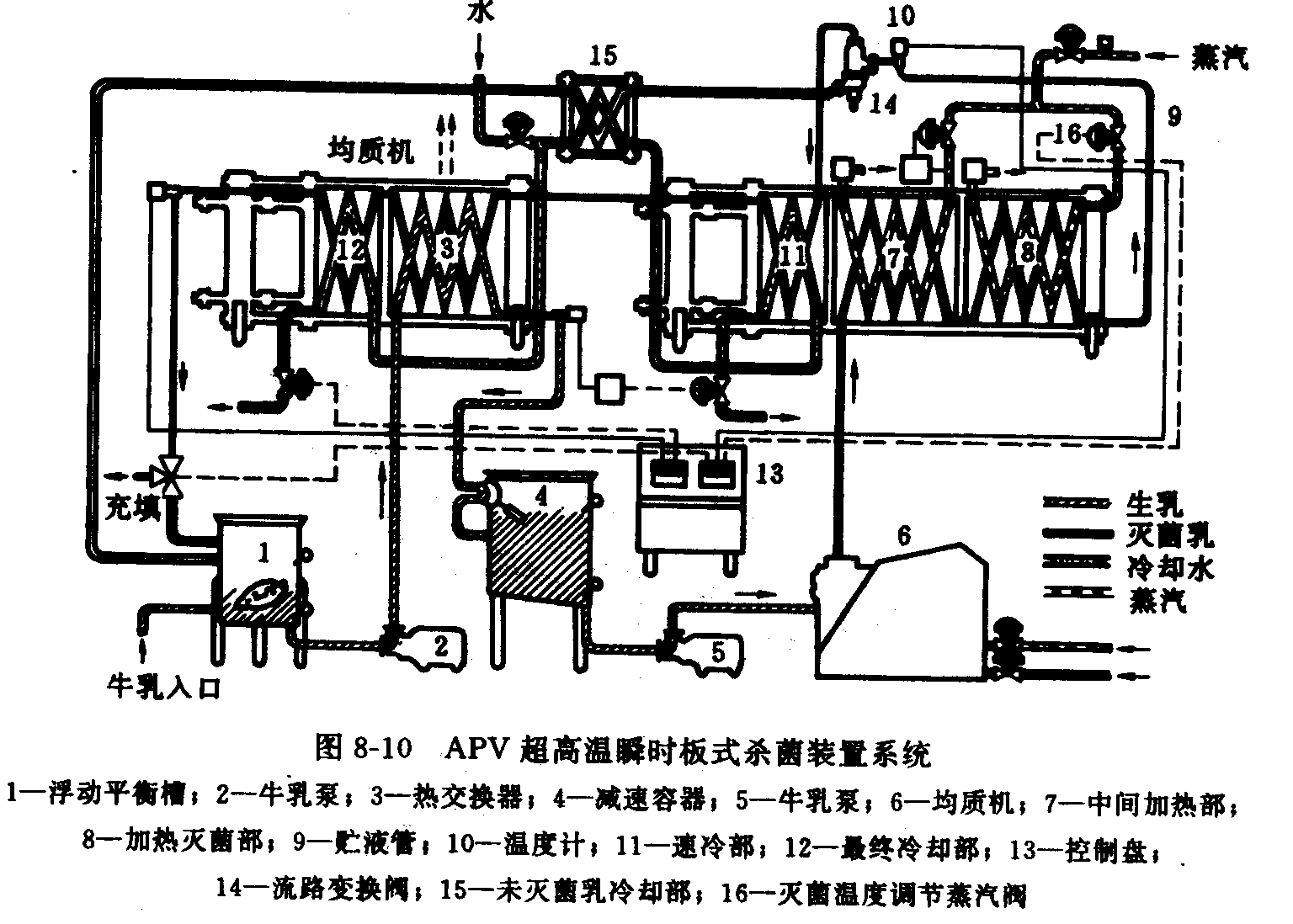
杀菌流程:
1) 由CIP自动清洗全机;
2) 原料牛奶从储奶罐流入平衡槽1;
3) 通过泵2将原料奶送至热回收段3,与杀菌后的产品进行热交换,使其温度加热到85°C左右,进入温度保持槽4内,稳定5分钟,使牛奶对热产生稳定左右以及除臭;
4) 由泵5强牛奶送入均质机6进行均质。然后进入第一加热段7、第二加热段8进行杀菌。杀菌蒸汽压力为第一段20~30kpa,即0.2-0.3bar,加热到85°C,第二段蒸汽压力为250-450kpa,即2.5-4.5bar,牛奶瞬时可达135~150°C,保持2秒后,被送至分流阀14。
5) 由仪表自动控制的分流阀,蒋已达到杀菌温度的产品送到第一冷却段11,将未达到杀菌温度的牛奶送至水冷却器15,将其降温后回流到平衡槽1中;
6) 产品奶在第一冷却段再流入热交换器3,在冷水或冰水冷却段中冷却,使其温度降至4°C流出且装罐。
从上述工艺和图中可以看出,整个杀菌过程中,温度控制是非常非常重要且严苛的,需要使用到以下阀门:
首先,蒸汽进来时要先用减压阀把压力降下来且稳定住,然后蒸汽的气动控制阀(比例调节阀)需要3台;冷却水的气动控制阀(比例调节阀)也需要3台;每一段加热器下面均需要单独疏水,疏水阀必须连续及时排放冷凝水,确保没有积水。疏水阀建议选用way’s浮球式疏水阀。
控制阀建议选用way’s波纹管密封气动控制阀,因为其具有以下优点:
A、 阀杆为波纹管密封结构,零泄漏;一旦到了设定的参数,阀门可以立即实现切断动作,关闭阀门。若使用传统填料密封控制阀,一旦到了设定的参数,首先需要克服填料对阀杆的摩擦阻力才能关闭阀门,时间上滞后一点,也就意味着控制偏差增大了,温差很难控制到±0.5℃,但是波纹管密封的就可以做到。
B、 密封面堆焊了司太立合金,且阀门关闭时为平面密封,耐冲蚀性能优秀,长期使用也不容易泄漏,因此长期使用后控制精度还是很高,而其他线密封结构的控制阀就很难做到这一点。
2、因为UHT杀菌工艺是一个非常严苛的、变化的温度过程控制,与食品饮料的品质和口味息息相关,实在是很重要,不允许有任何意外超温的情况出现,所以很多用户还会在气动控制阀前加装一个气动切断阀。这个切断阀以前大多数时候选用的是气动球阀,但是因为球阀是软密封,长期用在高温蒸汽上,密封面很容易老化、磨损变形,导致泄漏,阀门寿命较短,近年大家逐步会选用气动波纹管截止阀替代气动球阀。
2、巴氏杀菌机
最简单的全脂巴氏杀菌乳加工生产线应配备巴氏杀菌机、缓冲罐和包装机等设备。
经过均质和标准化后的乳被泵入板式换热器的加热板中进行巴氏杀菌,所需的保温时间由保温管来保证并被连续记录下来。巴氏杀菌后,牛乳流到板式换热器冷却段,先与流入的未经处理的乳进行回收换热,本身被冷却,然后在冷却段在由冰水进行冷却,冷却后牛乳被泵入到灌装机。
保持杀菌法应注意消毒缸的大小、搅拌器的大小及与其相配合的转数,以获得最好的传热效率和不产生泡沫。要准确地确认乳温,在杀菌完后15分钟以内迅速地将乳温降到5℃以下。为防止二次污染,杀菌开始后不准打开消毒缸的盖子。
从上述工艺和图中可以看出,整个杀菌过程中,温度控制是非常非常重要且严苛的,对阀门的要求与UHT类似。
三、阀门对工艺的影响
在乳品业行中对设备稳定性能及控制精度准确性很要求很高,其中杀菌是乳品加工工艺最重要的环节,在巴氏杀菌或UHT灭菌中,如果阀门出现泄漏、关不死、气动阀控制精度不准等,热处理强度增大,造成过量的蒸汽供给,会把乳品中的营养价值降低,及造成产品烧焦,保质期缩短,风味残缺,感官指标下降等严重的质量问题。
为了保证杀菌强度,防止过度杀菌,防止异物进入,建议杀菌系统周边的阀门,都要选用零泄漏,控制精度高的阀门。