提取罐在中药、生物制药、食品、饮料行业当中应用非常广泛,就是利用适当的溶剂(水或乙醇),把中药材中的有效成份提取出来。浸出液可直接制成内服或外用的浸出制剂(如汤剂、浸膏、流浸膏),也可把浸出液作为原料制备其它制剂(如口服液、注射剂、冲剂、丸剂、片剂、糖浆剂)。常见的中药提取有三种方式:水提、醇提和溶剂提取。
一、提取工艺加热方式:
如属水提,水和中草药装入提取罐后,开始向罐内通蒸汽,进行直接加热,当温度达到规定值后,停止向罐内进蒸汽,改为向夹套进蒸汽,进行间接加热,以维持罐内温度在规定范围内;
如属醇提,则全部采用向夹套通蒸汽的方式进行间接加热。
另外,在提取过程中,一般会在罐内加装搅拌装置,强制循环,使药液提取温度达到平衡和提高提取效率;提取过程中产生的蒸汽,利用冷凝器进行冷凝,然后回流到罐内循环,直到提取结束。
二、提取罐结构说明
提取罐是专门为中药厂煮提工段设计的生产设备,可作为提取、蒸制、灭菌及回收残渣中的乙醇用。配套的冷凝器和管道过滤器,以配合主罐完成多功能操作。常用的提取罐有:1/2/3/6/8/10立方等规格。
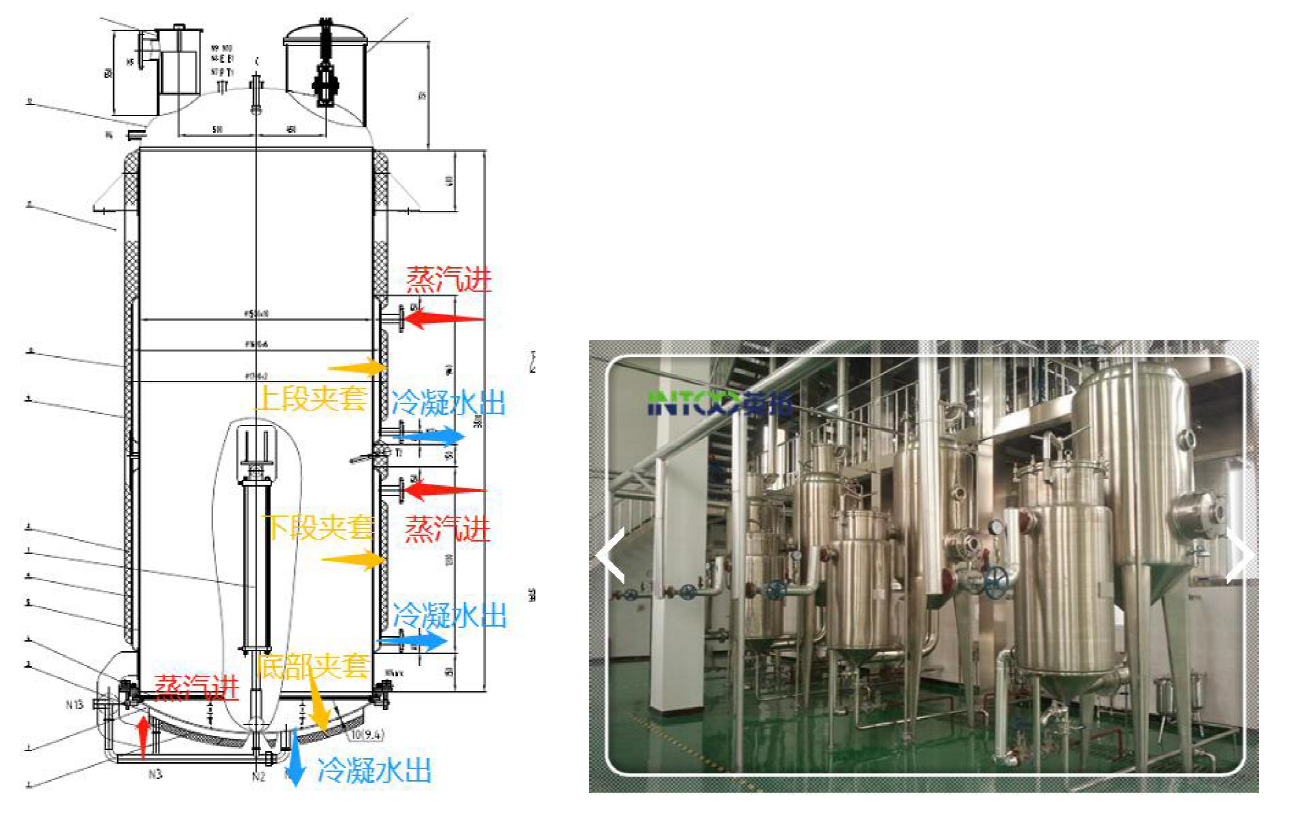
1、大型直筒型提取罐:一般有上夹套、下夹套和底部夹套三部分。
采用分段夹套加热的方式,整个底盖要覆盖夹套,筒身夹套分2~3段,这样一方面,在投料少时,关闭筒身上段夹套,可以避免干烧,使该提取罐可以适应较小的投料量。另一方面,可以采用更加合理的加热方式,使提取罐加热做到节能、可控、快速。
2、下面以10立方提取罐为例来说明加热过程:
A、提取溶媒开始进液达到约0.3立方米时,即可打开底盖夹套加热,底盖加热在整个加热过程中一直保持;
B、提取溶媒进液完成后,打开全部筒身夹套加热,直至提取罐内料液温升至接近沸腾的温度(比如96℃),关闭筒身上段夹套。继续升温达到设定温度(比如98℃时),关闭筒身下段夹套,只用底盖夹套加热至沸腾(100℃);
C、依靠底盖夹套,并调节筒身下段夹套的调节阀(有些厂是用手动阀),自动调节蒸汽阀门开度来调节加热功率,使得煎煮沸腾程度满足工艺要求。
D、 要求提取罐内各处温度均匀,煎煮透彻,提取罐上、中、底部温度偏差范围在±1℃之内。
3、工艺参数:
影响提取的五要素:提取温度、提取时间、蒸汽压力、粉碎度、溶剂。
工作压力:罐体:常压;夹套蒸汽≤0.25MPa,最高不准超过0.3MPa;
工作温度:罐体:<100°C;夹套:<143°C;
提取浸出过程中温度的影响:药材浸出在溶剂沸点下或接近于沸点温度下进行比较有利。因为在沸腾状态时,固液两相间具有较高的相对运动速度。温度升高,增加可溶性成分的溶解,扩散速度加快;也可使细胞蛋白质凝固、酶被破坏,提高制剂的稳定性。但如果超温会破坏药材的有效成份。
三、提取罐疏水系统选型及常见问题:
1、蒸汽耗量计算
因为提取罐夹套内最大允许蒸汽压力不能超过3barg(143℃),大多制药厂是通入2.5barg(138℃)压力的蒸汽,来加热罐内料液,使其升温到接近沸腾温度(比如96℃或100℃),持续加热使其保持沸腾,就是这样一直熬煮,消耗蒸汽最多的就是初始升温阶段。
下面我们先计算蒸汽耗量:
工况:料液:10m³,初温按20℃,加热到100度,加热时间按1小时,使用2.5Barg压力的蒸汽,根据以下公式
Q=CpMΔT/rt
其中Cp---物料的比热容,一般流体,如水的比热容=1
M—物料的质量(kg),ΔT--升温温差(℃ ),
r—工作压力下蒸汽的热焓值(kcal/kg)--2.5Barg压力r=513kcal/kg
因此,计算出蒸汽流量Q=1*10000*(96-20)/(513*1)=1481kg/h。
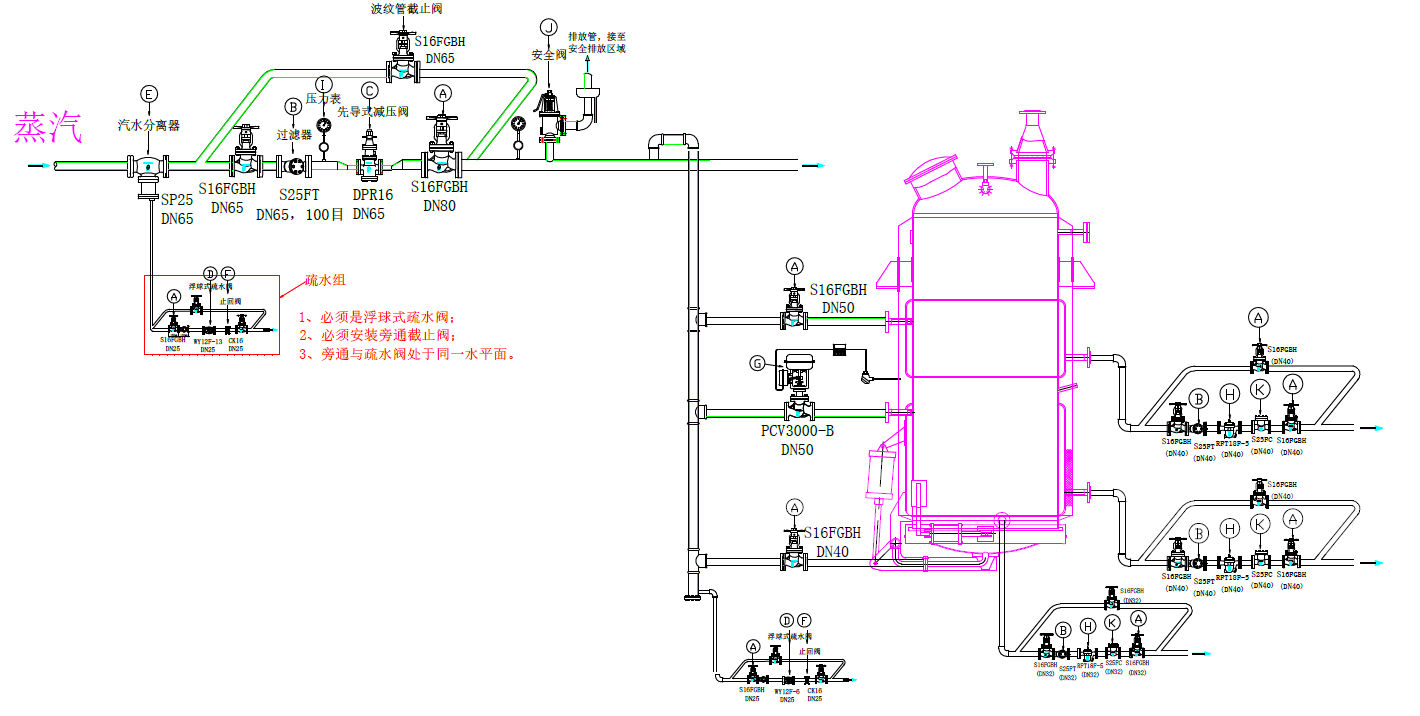
上面说了,这种10立方大型直筒提取罐,布置了上段夹套、下段夹套和底部夹套,一般底部夹套稍微小一号,查下面管道流量表得知,按蒸汽流速30m/s得知,上下夹套分别选用DN50进汽管,流量可达545kg/h;底部夹套选用DN40的,流量可达340kg/h。
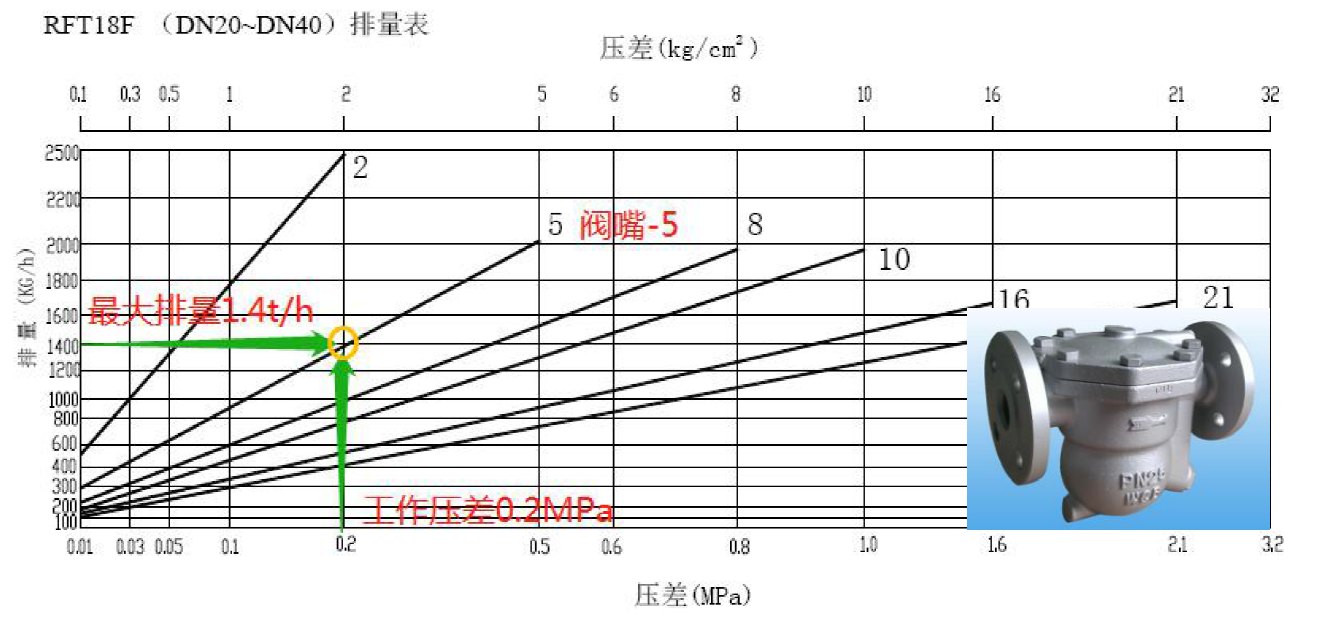
2、再来看疏水阀选型:
根据压力和排量,3个夹套都选用way’s品牌RFT18F-5,DN40和DN32的自由浮球疏水阀即可,2Barg压差时最大排量可达1.4t/h。(如下图)
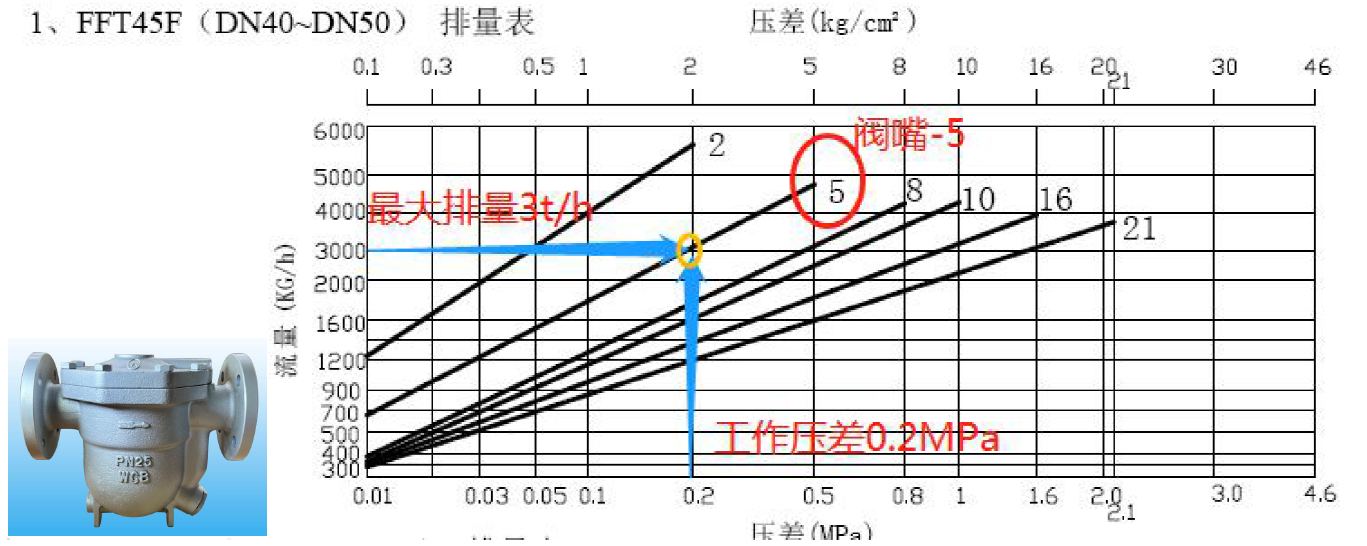
另一种情况,如果有些提取罐筒身只有1个疏水阀,则需要选用排量大一级的FFT45F-5,DN50的自由浮球疏水阀才能满足要求。
3、常见问题:
3.1、很多用户发现提取罐升温速度太慢,所以会经常打开疏水阀旁通阀来排水,以便快速升温,那这是必须要杜绝的,对于工厂的节能降耗管理极为不利!
分析原因:为什么升温太慢?据我们多年的观察,发现主要是两个问题:
第一就是疏水阀选型过小!因为提取罐提取时间比较长,而沸腾煎煮的这一段提取时间内,消耗的蒸汽其实是比较少的,但是加热升温段则耗蒸汽比较多。有些阀门厂家选型时,可能把提取时间和加热升温时间混为一谈,平均算下来蒸汽耗量就很小,并据此选择疏水阀,这也迎合了有些用户希望降低设备成本的要求,可这必定会造成疏水阀堵水、升温慢的问题;
第二就是疏水阀前后的压差变小了:提取罐夹套要求的蒸汽压力本来就很低,有些用户后面冷凝水回收管道很长,回收罐又有爬升,因此背压大增,导致压差降低,进而导致疏水阀排水能力大大下降!
3.2、打开疏水阀旁通排水的危害及能耗计算:
很多用户当疏水阀不好用,堵水升温慢,或开机太慢时,就直接打开旁通截止阀排水,个别用户甚至长期这样做,对疏水阀能否正常使用不予理睬,或者直接把疏水阀前后截止阀关闭,或拆掉,当刚开机时,把截止阀全部打开,等初始冷凝水排完后,就把截止阀的开度调到大约15-20%开度,而实际的冷凝水所占管道内的空间是很少的,因此截止阀一直处于严重泄漏蒸汽的状态,即蒸汽还没有全部换热完就排走了。或者是一天固定排几次水,其他时间关闭。这些做法都是不可取的。
下面我们以上面10立方提取罐疏水为例计算这个损失是多少?(这里按3个DN40疏水阀计算)
A、计算阀门泄漏的蒸汽量
根据公式:流量kg/h=3600×流速m/s×节流口面积m2×密度kg/ m3
每次提取加热段就把DN40旁通截止阀,打开15%的开度,加热到沸腾以后关闭,每天算提取2次,每次加热时间1h,则每天打开旁通时间为2h,所以流通面积=15%*3.14*0.042/4=0.000188 m2
大气压下,蒸汽密度=0.597623 kg/ m3
因此,泄漏的蒸汽流量=3600*194*0.000188*0.597623=78kg/h
一年泄漏蒸汽=78*2h*300天=46800kg/h=46.8t,按平均200元/吨的价格,则一年因为经常打开1个DN40的疏水阀而损失的费用=46.8t*200元/t=9360元。
一个提取罐3个疏水阀,则损失9360*3=28080元,即2.8万元。
投资回收期:现在疏水阀的价格并不高,但是蒸汽成本却越来越高,这种情况,仅仅只需几个月就可回收成本!因此,极力建议,一旦发现升温太慢时,应及时更换大排量的疏水阀,不要去开旁通阀!
二、提取罐减压系统选型及常见问题:
提取浸出过程中压力的影响:
罐体内:在药材较难浸润时,在加压条件下能更快使溶剂渗透到组织内部,较早发生溶质的扩散速度,有利于浸出成分的溶解过程。但超压会导致过早的超过溶剂沸点,亦会破坏药材的有效成份,因此现在越来越多的客户会使用气动控制阀来自动控制,确保达到最好的沸腾程度。
夹套内:根据不同的药材种类,温度沸点、浸取时间都不一样(一般提取温度95~120℃,时间2H`48H),为了在最有利的温度和压力下提取到更多有效的成份,因此夹套内的蒸汽温度和压力必须严格控制,如果压力太低,可能出现“假开”现象;如果压力过高,加热速度太快,则会出现“爆沸”现象。因此,建议选用先导式减压阀,确保压力稳定。